咨詢服務熱線 0710-7869688



中性爐襯料LFS-864F
一般介紹(General Information)
LFS-864F中性(xing)爐襯(chen)材料(liao)由(you)**剛玉(yu)及鎂鋁尖晶石為主(zhu)要原料(liao)組成(cheng),外加(jia)其他添加(jia)劑,經過嚴格的工藝配制而成(cheng)。該產(chan)品(pin)為干(gan)式搗打耐火材料(liao),可作為鑄造用中小型無(wu)芯感應電爐(lu)內襯材料,用于(yu)熔化不銹鋼(gang)(gang)、合(he)金(jin)鋼(gang)(gang)和碳鋼(gang)(gang)等多(duo)種鋼(gang)(gang)種。
抗熱震性(xing)好
不(bu)開裂,不(bu)剝落
致密(mi)度高(gao)
耐高(gao)溫(wen)
抗渣侵蝕(shi)性好
理(li)化(hua)指(zhi)標(Technical Data)
|
牌(pai)號 |
Al2O3 /% |
MgO /% |
體(ti)積密度 g/cm3 |
使用溫度 |
施工方式(shi) |
|
LFS-864F |
86 |
10 |
3.05 |
1450-1720℃ |
振動(dong)搗打 |
標(biao)準包裝和儲存方(fang)法(Packaging and Storage)
用25 公斤多層(ceng)紙(zhi)袋(dai)包裝;放在干燥(zao)處防止吸(xi)潮。建(jian)議儲存期(qi)不超過 6 個月。
典(dian)型燒結(jie)參數(Sintering Data)
燒結溫度1680℃ 保溫(wen)1~2小時
升(sheng)溫速率200℃/時(shi)
具體參(can)考我(wo)公司提供的施工(gong)及烘烤工(gong)藝
中性爐襯材料標準烤爐工藝及注意事項
1. 烤爐工藝
(1). 干搗料打爐(lu)和烤爐(lu)過程中均需內膽的(de)支撐(cheng),在烤爐(lu)時要將內膽熔化掉。建議內膽除了設計(ji)底(di)部采用R角(jiao)外,上(shang)下(xia)口采用一(yi)致的(de)尺寸(cun),鋼制內膽的(de)厚度根(gen)據爐(lu)子(zi)大小為5~10mm。
(2). 烘爐(lu)之前(qian),往爐(lu)膽內(nei)加滿小(xiao)料并填實,避免(mian)爐(lu)內(nei)局部打(da)火而(er)化掉(diao)內(nei)膽使干料坍塌的現(xian)象。在升溫(wen)過程中(zhong)要嚴格觀察(cha)鋼模情況(kuang),當出現(xian)打(da)弧(hu)嚴重(zhong)時應減(jian)小(xiao)電流。如果電流過大會引起鋼模被電弧(hu)擊穿而(er)導致(zhi)耐(nai)火材(cai)料塌陷。
(3). 升溫(wen)(wen)過程中,中頻爐逐步加大(da)電(dian)流(liu),控(kong)制升溫(wen)(wen)速度(du)為100~400℃/小時(shi),直至爐內溫(wen)(wen)度(du)達到1680℃,在(zai)此溫(wen)(wen)度(du)下(xia)保溫(wen)(wen)1~2小時(shi)。
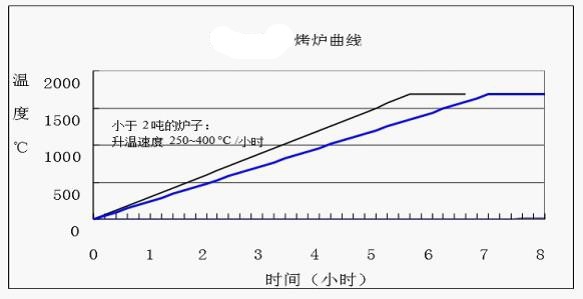
2. 燒結曲線
熔(rong)煉爐在烤爐前要裝滿緊實的(de)爐料,按(an)下列升溫(wen)速度(du)升溫(wen):對于大(da)于 2 噸(dun)的(de)爐子,升溫(wen)速度(du)為
100~250°C/每小(xiao)時(shi);而小(xiao)于(yu)2噸的爐子,升(sheng)溫速度為 250~400°C/每小(xiao)時(shi)。
熔體的高度應該超出(chu)干(gan)濕打結合(he)的部位(wei),在1680°C溫度下保(bao)溫1~2小時。
3. 注意事項
(1). 送電前檢(jian)查冷卻水(shui)的(de)大小,并檢(jian)查管道是否(fou)暢通。
(2). 停(ting)爐(lu)(lu)、開(kai)爐(lu)(lu)注(zhu)意(yi)事項:停(ting)爐(lu)(lu)時,要(yao)蓋好爐(lu)(lu)蓋,以(yi)保持爐(lu)(lu)襯材料(liao)緩慢降(jiang)溫,從而避免產生宏(hong)觀裂(lie)(lie)紋;停(ting)爐(lu)(lu)后開(kai)爐(lu)(lu)..爐(lu)(lu),要(yao)慢慢升溫,這將有利于顯(xian)微(wei)裂(lie)(lie)紋的彌合(he),避免鋼(gang)水在耐火材料(liao)中的滲入; 加大料(liao)時,要(yao)先加一(yi)些小料(liao)墊底,以(yi)免損(sun)壞爐(lu)(lu)底。
(3).出(chu)(chu)爐(lu)溫(wen)度(du):出(chu)(chu)爐(lu)溫(wen)度(du).好在1630~1680°C,這樣有利(li)于熱面的(de)燒(shao)結(jie),從而**燒(shao)結(jie)層的(de)高溫(wen)強度(du),避免運動熔體的(de)沖刷(shua)和(he)侵蝕。
(4) 烤(kao)爐..爐.好(hao)不要生產含(han)錳高合金(jin)(jin),如果必須熔煉含(han)錳合金(jin)(jin),.好(hao)在保溫(wen)結束后加(jia)(jia)錳。因為鋼(gang)水(shui)(shui)中含(han)錳,對(dui)鋼(gang)水(shui)(shui)的流動(dong)性影響(xiang)很大(da),對(dui)于爐襯有較大(da)的侵蝕作用。對(dui)于錳鐵(tie)合金(jin)(jin)的加(jia)(jia)入,要在熔煉后期以小批量、分批次(ci)加(jia)(jia)入,同時一定(ding)要控制好(hao)熔煉溫(wen)度(du),避免(mian)溫(wen)度(du)過高而造成對(dui)爐襯的損壞。
 相關案例推薦
相關案例推薦

 當前位置:
當前位置:
 中性爐襯材料
中性爐襯材料