



 當前位置:
當前位置:

 熱門推薦
熱門推薦











































 推薦新聞
推薦新聞
 在線留言
在線留言 詳情內容
詳情內容
中頻爐
筑爐烘爐及(ji)維護工藝
一、筑(zhu)爐
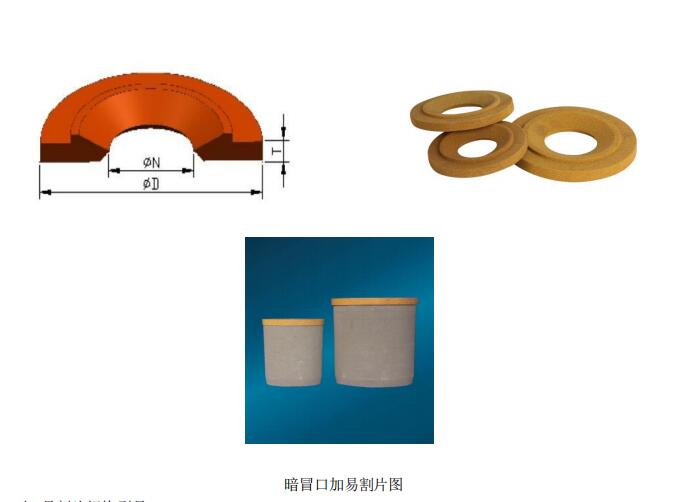
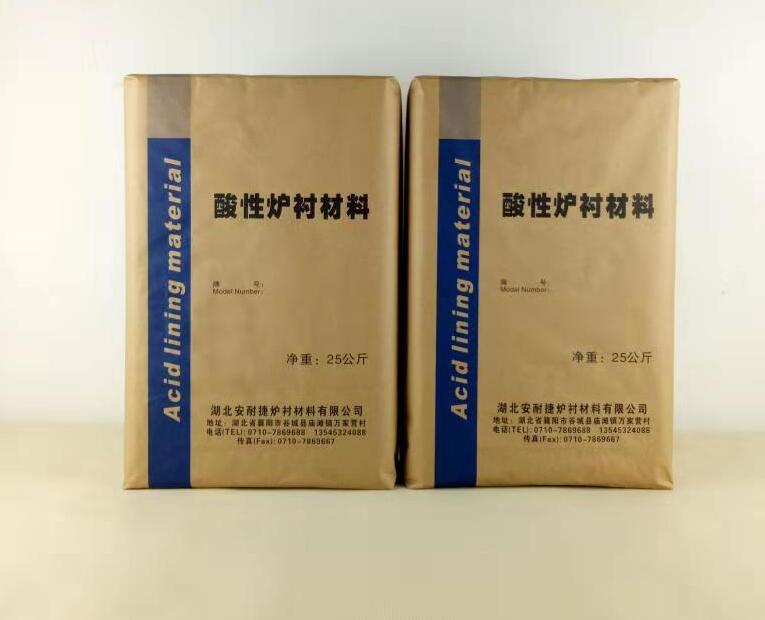
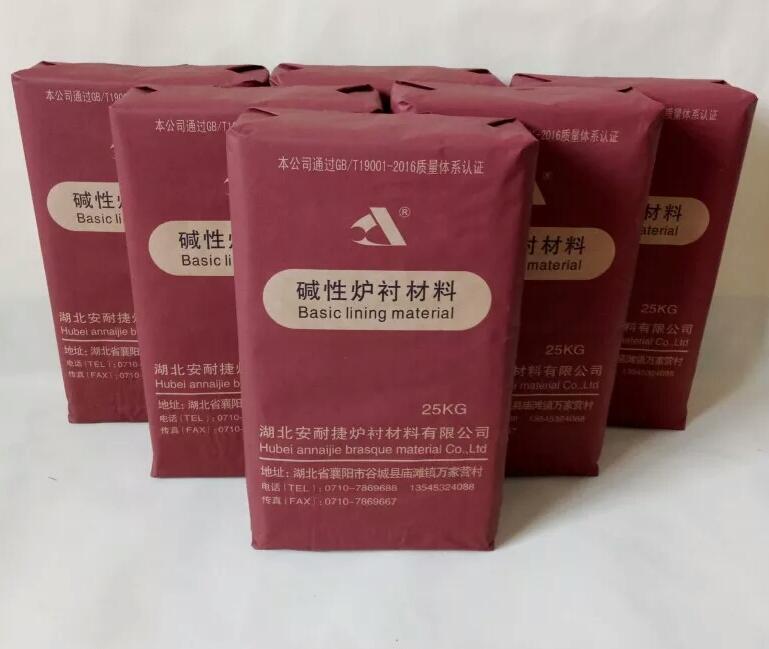
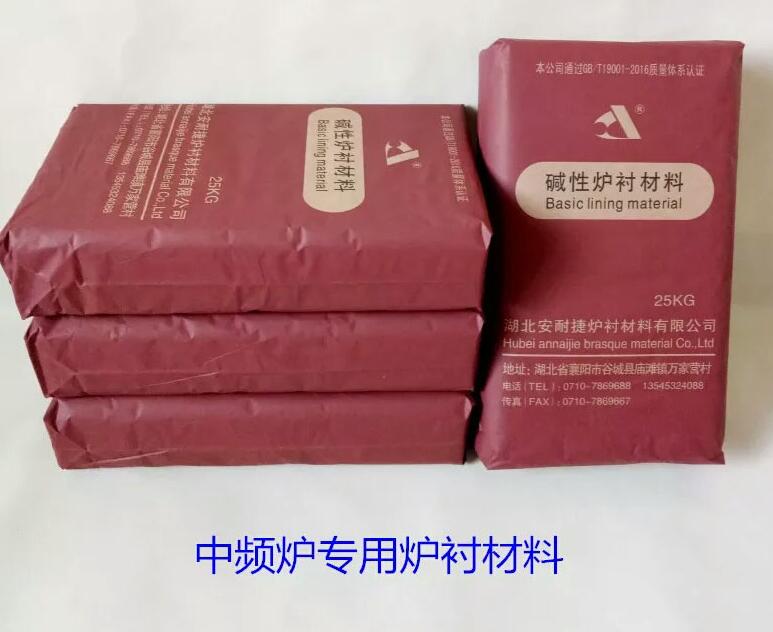
1、坩堝耐火材(cai)料
坩(gan)堝耐火材(cai)(cai)料(liao)的確認:選購湖北安耐捷爐(lu)襯材(cai)(cai)料(liao)有限公司的酸性爐(lu)襯材(cai)(cai)料(liao),須(xu)對(dui)材(cai)(cai)料(liao)供應商的產品名稱(cheng)及型號進行確認。
?設備檢查(cha);
筑爐前(qian)應對(dui)電(dian)爐設備進行試水(shui)試壓,試運行,爐體傾動檢(jian)查;新涂抹(mo)膠泥要烘(hong)干烤透(tou)水(shui)份,確認(ren)無誤后方可進行鋪爐及筑爐。
2、 安裝報警系統。
3、 爐底打(da)結(jie)。
a..層(ceng)(ceng)加料(liao),然后(hou)(hou)扒平。用(yong)振(zhen)動叉由外周向(xiang)內叉3-4遍,耗(hao)時12-15分(fen)鐘(zhong),注意(yi)有序、交叉、均勻的原(yuan)則。然后(hou)(hou)用(yong)圓形平錘(chui)(chui)由中心以(yi)螺旋形式(shi)向(xiang)外圓周振(zhen)2遍,耗(hao)時3-6分(fen)鐘(zhong),平錘(chui)(chui)要求第二錘(chui)(chui)壓..錘(chui)(chui)1/3,不漏(lou)錘(chui)(chui)。搗實后(hou)(hou)用(yong)叉子把(ba)表面刮(gua)松5-10㎜,以(yi)利于層(ceng)(ceng)與層(ceng)(ceng)之(zhi)間(jian)相互咬合及防(fang)止分(fen)層(ceng)(ceng)。
b第二層加料,方法同上。
c用水平儀及木板將爐底找平。
4 、 放置(zhi)坩堝模具
a坩堝(guo)模具誤(wu)差≤5㎜。坩堝(guo)模具失(shi)圓將導(dao)致坩堝(guo)壁(bi)厚不勻,必(bi)須重新修整坩堝(guo)模具,使其(qi)符合圖(tu)紙要求。
b坩(gan)堝模具排氣孔直徑(jing)為(wei)3-6㎜,間距為(wei)150-200㎜;模具如果銹蝕,應用砂紙打磨后方可(ke)使用。
c放置(zhi)坩堝模具時(shi),注意**坩堝壁(bi)厚一致并和線圈同(tong)心,焊(han)縫留于后(hou)半側,**前側.厚。
d用三(san)個木楔塊(kuai)固定坩堝模具(ju)。
5、填筑坩堝壁
a務必將底部與坩堝(guo)壁(bi)接觸(chu)的材料扒松5-10㎜!
b添加耐火(huo)材料(liao),須仔細檢查每一(yi)層,注意不要讓(rang)任何包裝碎片及其它雜物混入(ru)爐(lu)襯材料(liao)內!
c如(ru)(ru)果爐襯(chen)材料進入鋪設(she)材料之間,需全部(bu)清除。如(ru)(ru)無(wu)法清除,全部(bu)爐襯(chen)材料就必須拆掉。
d坩堝壁..層加料6袋(dai),加料后扒(ba)平。然(ran)后用振動叉叉3-4遍(bian),耗時(shi)12-15分鐘(zhong),注意有序、交叉、均勻的原則。再用側錘(chui)(chui)振2遍(bian),耗時(shi)3-6分鐘(zhong),側錘(chui)(chui)振動時(shi)應嚴防(fang)碰(peng)傷(shang)石棉布。振實后將表面扒(ba)松(song)5-10㎜。
e從第二(er)層至爐頂,重復上面的操作。
f打結至1/3高(gao)度,可去掉楔木塊。
g必須(xu)將爐襯(chen)一次性(xing)打(da)(da)完,嚴禁停(ting)停(ting)打(da)(da)打(da)(da),因(yin)為此(ci)材料吸潮(chao)性(xing)強(qiang),加之鑄造車間粉(fen)塵大、雜物多,影響爐襯(chen)壽命。
6 、 爐嘴
爐嘴下部可鋪(pu)一層10-20㎜爐襯材料干料,其它部位(wei)可用爐襯材料加水(shui)玻璃(li)及水(shui)進行(xing)施工。
二、烘爐
1、將(jiang)K型熱電(dian)偶靠坩堝壁插入(ru),并使其.下端**在坩堝模的中下部位置。
2、用人(ren)工將(jiang)鐵塊密實地放入坩堝模(mo)內。
3、用(yong)石棉布或(huo)爐(lu)蓋將(jiang)坩堝(guo)模(mo)蓋住,僅留一排氣(qi)孔即(ji)可,使整(zheng)個爐(lu)襯受熱均(jun)勻。
4、須滿爐(lu)燒(shao)(shao)結,液(ye)面.高處達到離爐(lu)口100㎜左右位置(zhi),以(yi)利整體燒(shao)(shao)結。
5、燒(shao)結(jie)規范:
a以100℃/h將爐料加熱到900℃,并在此保溫2h。
b .900℃保溫結束后(hou),取出K型熱電偶(ou)。
c繼續加大功(gong)率,使爐(lu)(lu)(lu)料開始(shi)熔化(hua),約用5小(xiao)時(shi)使電爐(lu)(lu)(lu)完全熔化(hua)成滿(man)爐(lu)(lu)(lu)狀態,當溫(wen)度達(da)到1430℃,將爐(lu)(lu)(lu)渣及(ji)時(shi)扒(ba)掉。低功(gong)率的升(sheng)溫(wen)至(zhi)爐(lu)(lu)(lu)溫(wen)1600℃(±20℃)。
d在1600℃-1650℃保溫1-2小時。
e 當鐵(tie)水溫度大(da)于(yu)1500℃時,一般每10分鐘監測一次溫度。
f 在初始(shi)爐料熔化達(da)到30%左右開始(shi)加料。
g每(mei)次加料(liao)(liao)(liao)都應在上次料(liao)(liao)(liao)沒(mei)完全熔化之前進行,注意不要產(chan)生棚(peng)料(liao)(liao)(liao)現象,繼續加料(liao)(liao)(liao)至爐滿。
6、熔煉(lian)過程中掛料的發生及處理:
a熔煉過程中要仔(zi)細加料,注(zhu)意觀察爐(lu)況,以免出現(xian)掛料現(xian)象。
b掛(gua)料下熔池內熔融金屬溫(wen)度(du)過高,可使爐襯(chen)快速燒蝕,并隨時有爆炸的危(wei)險。
c出現掛料后,應減少(shao)電源功(gong)率為保溫功(gong)率的25%即可,以防熔融金屬過熱。
d此時須傾斜爐體,使熔融(rong)金(jin)屬與掛料(liao)接觸,并使其熔化掉一個孔(kong)洞(dong)。
e轉動爐體使(shi)其(qi)返(fan)回到直立位置,通過(guo)孔洞加料(liao),使(shi)熔融金(jin)(jin)屬與掛料(liao)接觸并使(shi)之熔化。注意(yi):進行(xing)此(ci)步驟時(shi)不要使(shi)熔煉金(jin)(jin)屬過(guo)熱(re)。
三、維護工藝(yi)
1、坩堝使用初期,燒結層薄,應盡(jin)量避(bi)免(mian)大(da)功率送電(dian),產生過(guo)激的(de)電(dian)磁(ci)攪(jiao)拌,使爐襯損傷,通常前48h內不超(chao)過(guo)總功率的(de)60-80%。
2、加料時,應盡量(liang)避(bi)免料砸坩堝,使坩堝受(shou)到傷害。尤其是冷爐后,坩堝的強度極低,嚴禁機械加料。人工加料也應特(te)別小心(xin),以防裂紋(wen)增(zeng)大(da),導致金(jin)屬液滲(shen)入可能性增(zeng)大(da),造成(cheng)漏爐事故。
3、爐(lu)子燒結完成(cheng)后,要求操作(zuo)人員(yuan)責任心(xin)強(qiang),時刻注(zhu)意檢查(cha)爐(lu)襯(chen)工況,保持整個(ge)系統處于良好狀態。
4、中(zhong)頻爐工作(zuo)結(jie)束(shu)后,不管任何(he)原因,都應(ying)**冷卻水系統循環12h左右,同時**爐膛(tang)內溫度低(di)于200℃,否(fou)則(ze)將導致(zhi)爐襯及感(gan)應(ying)線圈的損傷(shang)甚至(zhi)報廢。
5、在運行過程中(zhong)或空爐時,坩堝溫度仍(reng)很高,應減(jian)少(shao)爐蓋的開啟次數和時間,以(yi)減(jian)少(shao)熱損失和爐襯急(ji)冷產生裂(lie)紋。
6、正常生(sheng)產應滿爐,禁(jin)止半爐生(sheng)產。以免(mian)溫差(cha)過大產生(sheng)裂紋(wen)。
7、正常(chang)熔化時應邊加料(liao)邊熔化,不允(yun)許鐵(tie)水(shui)化清以后(hou)再加料(liao)。尤其(qi)是廢鐵(tie)料(liao)加入量過大,造成(cheng)鐵(tie)水(shui)液(ye)(ye)面波(bo)動大,鐵(tie)水(shui)易穿入液(ye)(ye)面以上未愈合的爐襯(chen),引起意外穿爐。
8、新搗筑的爐(lu)(lu)襯,應至少連續使用3-6爐(lu)(lu),有利于形成足(zu)夠(gou)強度的燒結層。
9、爐襯(chen)冷卻方法(fa):
a出完鐵水,立(li)即投入碎料若(ruo)干(gan),使爐襯自然冷卻。
b鐵水(shui)倒(dao)空、倒(dao)盡自然冷(leng)卻。
c鐵水倒空(kong)、倒盡,用風(feng)機和風(feng)管快速降(jiang)溫冷卻(que)。
建議(yi):按方法(fa)a進行冷(leng)卻。
10.爐襯應由專(zhuan)人管理
a每次開爐前(qian),須有人(ren)確認同意后方可開爐。
b每熔完(wan)一爐(lu)(lu)后,需有人及時(shi)檢查爐(lu)(lu)襯(chen)侵蝕程(cheng)度,判斷爐(lu)(lu)襯(chen)可否繼續使用,做到及時(shi)修(xiu)補。一旦發(fa)現爐(lu)(lu)況較差,影響到安全生(sheng)產(chan),應立(li)即停爐(lu)(lu),并及時(shi)通(tong)知相關**。
c爐嘴與(yu)爐襯結合處,易(yi)產生裂紋(wen),易(yi)滲漏,每次開爐前都應(ying)仔細觀察,及(ji)時采(cai)取(qu)補(bu)救措(cuo)施。
d.爐領與爐襯材料由于膨(peng)脹(zhang)系數不同,產生裂紋,需(xu)及時修補,避免分層造成穿刺(ci)。
e.冷(leng)卻時,裂紋(wen)≥2㎜要及時修(xiu)補。
11.判定爐襯(chen)是否拆除方(fang)法:
a當爐襯厚(hou)度低(di)于50㎜時,必須拆除。
b當爐(lu)襯報(bao)警電流過大,確認(ren)報(bao)警裝置無誤(wu)動作,此時需(xu)拆爐(lu)。
c當在某一(yi)額定直(zhi)流電(dian)(dian)壓(ya)下(xia),前(qian)期和后期的(de)鐵水重量相當,爐(lu)襯(chen)無明顯局(ju)部侵(qin)蝕,直(zhi)流電(dian)(dian)流上升15-20%,爐(lu)襯(chen)須(xu)拆除(chu)。使用過程中,若(ruo)出現直(zhi)流電(dian)(dian)流表(biao)及直(zhi)流電(dian)(dian)壓(ya)表(biao)晃動幅度很大,或(huo)者發現直(zhi)流電(dian)(dian)流表(biao)持(chi)續上升,直(zhi)流電(dian)(dian)壓(ya)表(biao)持(chi)續下(xia)降,則(ze)證明爐(lu)襯(chen)已經漏爐(lu),需立即采取緊急措施。
12若熔煉結束,爐(lu)內不允(yun)許留有(you)鐵液,避免爐(lu)體(ti)上下溫差較(jiao)大致使坩堝拉傷,產生裂紋(wen)。
13、坩堝冷爐襯非(fei)..熔煉操(cao)作要求(冷爐啟動視停(ting)爐時間(jian)而(er)定):
a.在爐(lu)內(nei)加入(ru)滿爐(lu)鐵塊(kuai)。
b蓋好爐蓋,以(yi)300℃/h將爐內金屬爐料升(sheng)溫到(dao)900℃。
c在900℃保溫2h。在此期間,不允(yun)許產生液態(tai)金屬!
d保溫(wen)結束后(hou),可(ke)以進行正常熔化。
e熔煉過程中(zhong)各種爐料的(de)(de)添加順序:先加入(ru)熔點較(jiao)低、元素燒(shao)損較(jiao)小(xiao)的(de)(de)爐料,熔點較(jiao)高、元素燒(shao)損較(jiao)大的(de)(de)爐料后(hou)加,鐵(tie)合金.后(hou)加入(ru)。
f加料(liao)時須特別注意(yi):冷濕爐料(liao)和(he)鍍鋅爐料(liao)要(yao)加在其(qi)(qi)它爐料(liao)上面,讓其(qi)(qi)慢慢進入(ru)鐵(tie)液(ye)中(zhong),避免(mian)鐵(tie)液(ye)飛濺。金屬(shu)爐料(liao)中(zhong)嚴禁混(hun)有彈(dan)殼,密(mi)封管(guan)頭(tou)和(he)其(qi)(qi)它易爆物品。
